Centre Technique Industriel de la Plasturgie et des Composites
Centre Technique Industriel de la Plasturgie et des Composites
Vous souhaitez développer une nouvelle matière ? Tester sa processabilité ?

Conseiller, formuler, caractériser, recycler pour un meilleur choix.
IPC vous accompagne dans la sélection de vos matériaux et le développement de la matière dont vous avez besoin. Grâce à ses équipements, vous pouvez mettre en œuvre votre matière et valider votre process.
Nous répondons à vos problématiques matières :
Nous mettons en œuvre vos matières :
Machine : ZSK 32 MC Coperion
Périphériques :
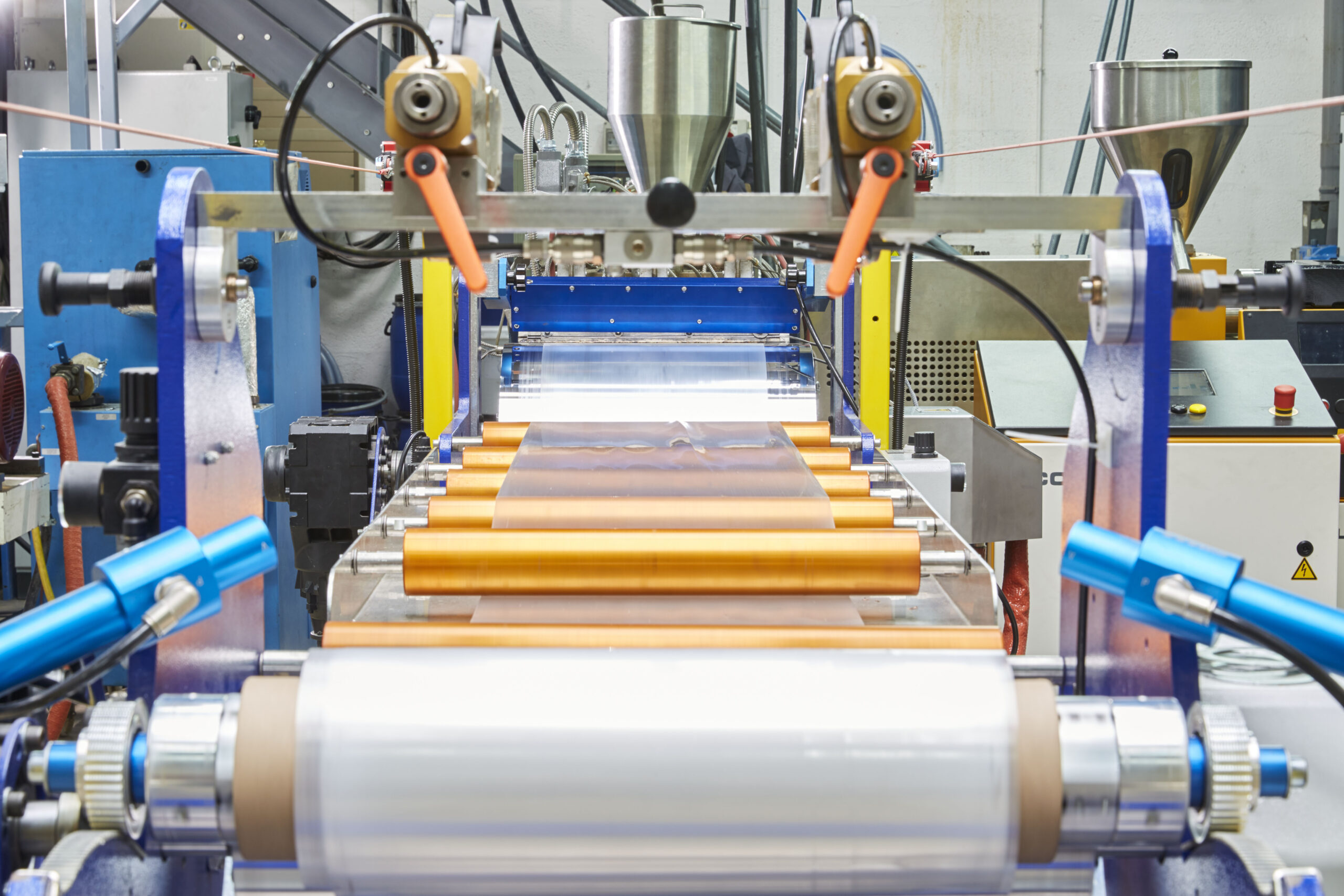
Machine : Ligne de co-extrusion Battenfeld
Périphériques :
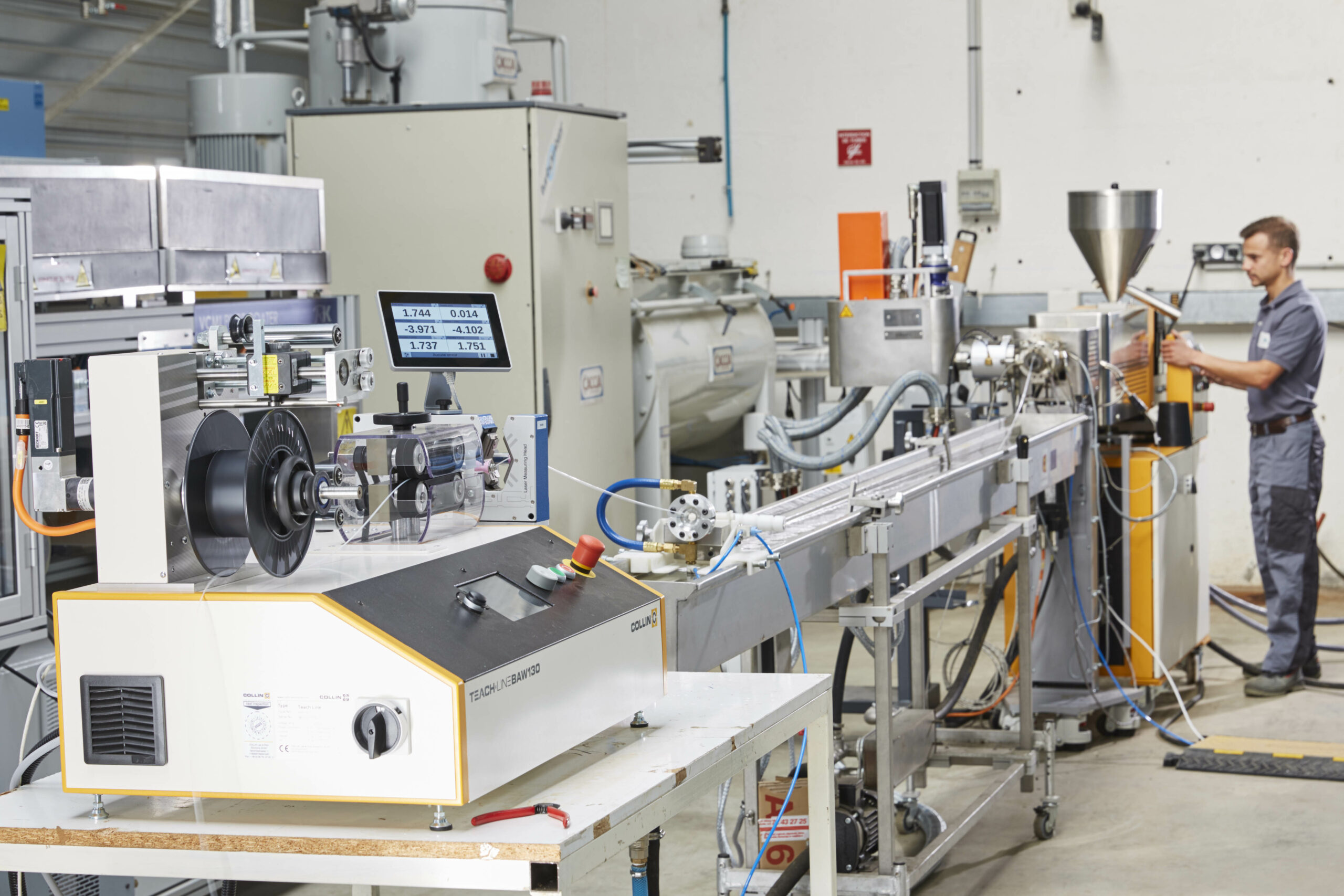
Machine : Extrudeuses monovis (Collin E30E, Collin E45, Mergen)
Périphériques :
Collin, laize maxi de 750 mm, vitesse de 1 à 20 m/min
Machine : Extrudeuses monovis Collin E30E
Périphériques :
Machine : RK Print VCML pilot coater
Périphériques :
Machine : METEOR®
Périphériques :
Caractéristiques :
Périphériques :
Caractéristiques :
Périphériques :